Top Bucket Elevator Suppliers in China to Boost Your Business?
In the competitive landscape of industrial machinery, choosing the right supplier is crucial. Bucket elevators play a vital role in material handling. They transport bulk materials efficiently and reliably. For businesses aiming to enhance operational efficiency, selecting the right bucket elevator supplier is essential.
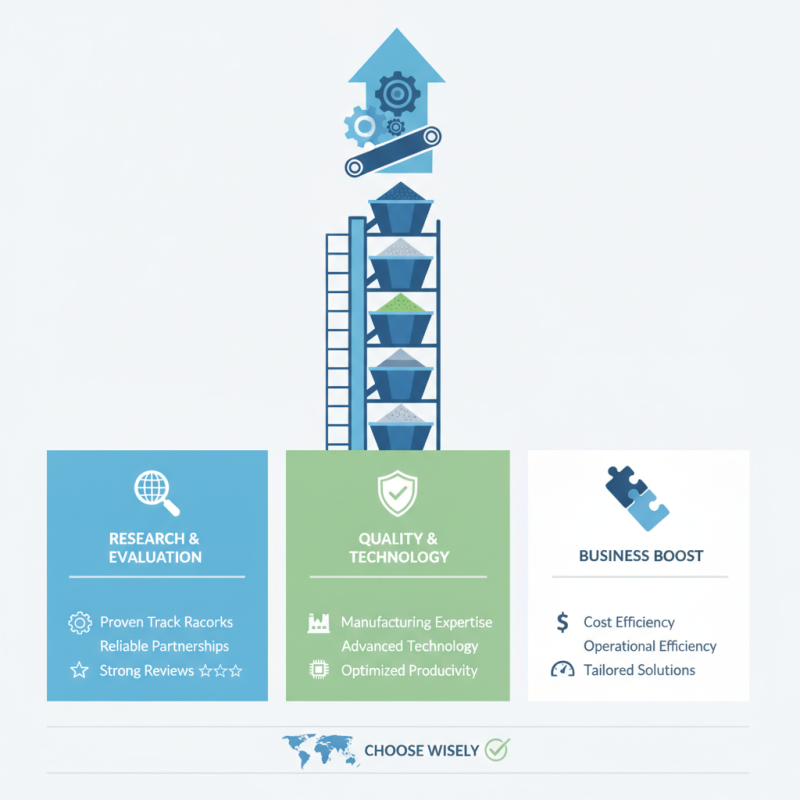
China is home to some of the top bucket elevator manufacturers. These suppliers offer various models tailored to different industry needs. Their expertise and technology help businesses optimize productivity. However, not all suppliers are equal. A thorough evaluation is necessary to identify the most reliable partners.
When considering bucket elevator suppliers in China, quality must never be compromised. Look for those with proven track records and strong customer reviews. Many companies face challenges in supplier selection; it’s not always straightforward. A well-informed choice can lead to significant gains in efficiency and cost savings.
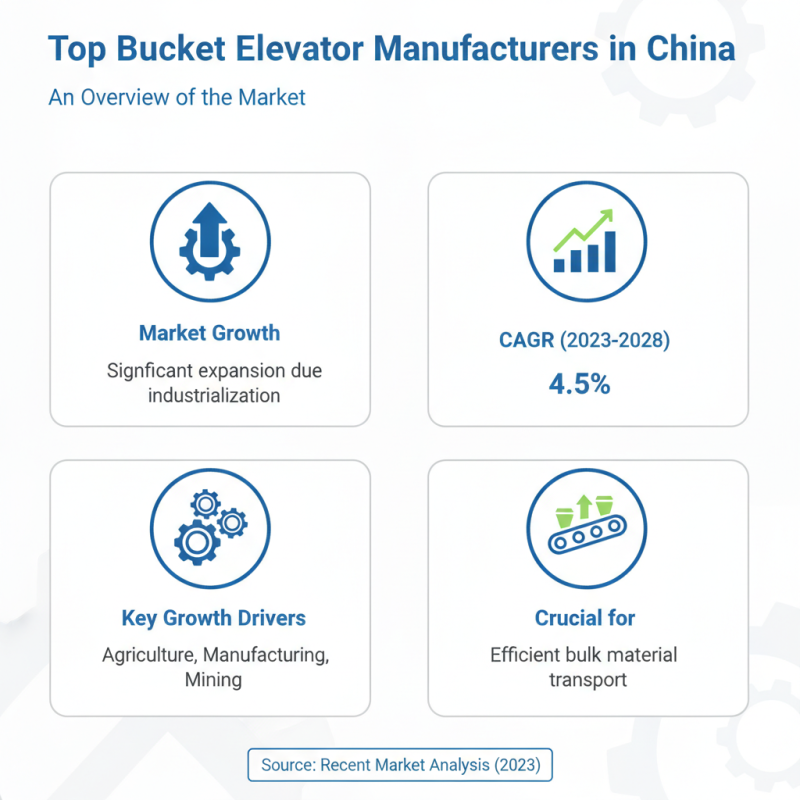
Top Bucket Elevator Manufacturers in China: An Overview of the Market
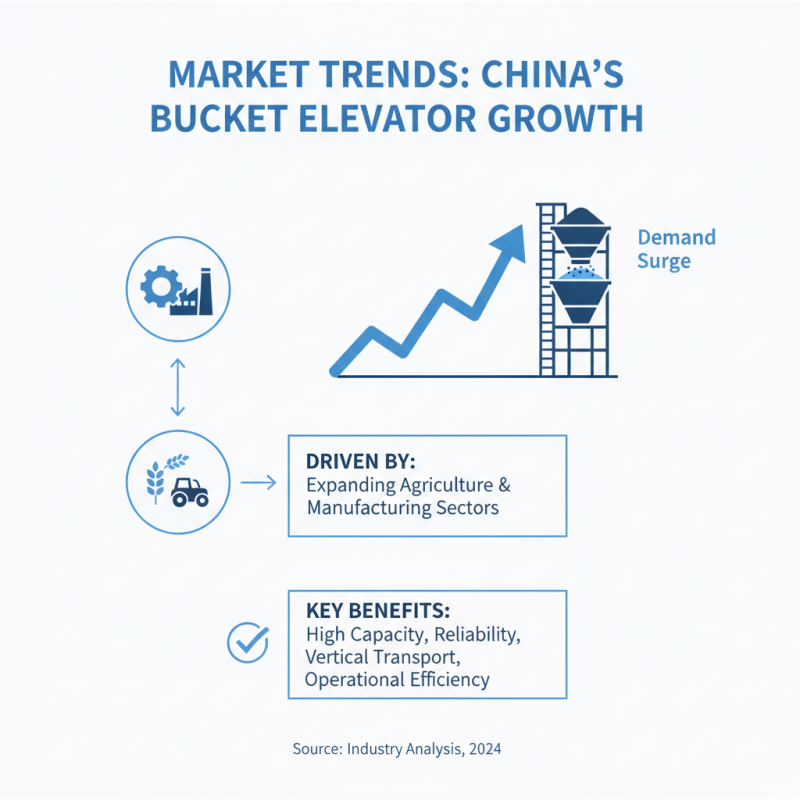
The bucket elevator market in China has seen significant growth due to industrial expansion. According to a recent market analysis, the sector is expected to grow at a CAGR of 4.5% from 2023 to 2028. This increase is largely attributed to the rising demand in agriculture, manufacturing, and mining sectors. Bucket elevators are crucial for transporting bulk materials efficiently. Thus, understanding the market landscape is essential for businesses.
Chinese manufacturers are becoming more advanced in their technology. They are focusing on improving energy efficiency and reducing operational costs. For instance, a report highlighted that modern elevators can achieve energy savings of up to 30% compared to older models. However, not all suppliers meet these standards. Some still rely on outdated designs that may not perform reliably. Quality assurance and certification are vital for ensuring performance.
Additionally, the competition among local suppliers has intensified. New entrants often struggle to balance cost and quality. This can lead to inconsistent product availability. Buyers must carefully assess their suppliers. Reliable manufacturers invest in research and development to stay ahead. Collaborating with knowledgeable partners is crucial for long-term success.
Key Features and Technologies of Bucket Elevators in Industrial Applications
Bucket elevators play a crucial role in material handling across various industries. They transport bulk materials vertically with minimal damage. Key features include robust construction and the ability to handle a wide range of materials, from grain to aggregates. Durability and reliability are essential, as they often operate in harsh environments.
The technology behind bucket elevators has evolved significantly. Advanced designs offer energy efficiency and reduced maintenance requirements. Many systems incorporate sensors for real-time monitoring, enhancing operational performance. These innovations improve efficiency but can also introduce complexity, necessitating proper training for operators.
Not all bucket elevators are created equal. When selecting a supplier, it’s crucial to assess factors like capacity and material compatibility. Conducting rigorous evaluations can prevent costly operational issues. Remember, not every innovative feature will align with your specific needs. It’s important to reflect on what truly adds value to your operations.
Comparative Analysis of Leading Chinese Suppliers and Their Offerings
The bucket elevator industry in China is witnessing remarkable growth. According to recent market research, the demand for material handling solutions is projected to grow at a CAGR of 5.5% by 2025. Key suppliers in this space offer diverse products tailored to various industries, including agriculture, mining, and manufacturing.
Evaluating suppliers reveals differing capabilities and specializations. Some focus on high-capacity designs, optimizing operational efficiency. Others prioritize custom solutions to meet specific client needs. This disparity highlights the importance of carefully selecting a supplier that aligns with your business goals. When considering options, assess each provider's technological advancements and customer feedback.
**Tip:** Engage with suppliers to discuss your unique requirements early. This fosters collaboration and may lead to improved solutions.
Sustainability is another consideration. Many suppliers now incorporate eco-friendly practices. However, not all companies fully embrace this trend. A critical evaluation of a supplier's environmental initiatives is vital. Keep an eye on certifications and industry standards when making your decision.
**Tip:** Compare suppliers’ sustainability records along with their product offerings for a comprehensive view.
Top Bucket Elevator Suppliers in China to Boost Your Business
| Supplier Type |
Capacity (Tons/hour) |
Height (M) |
Material |
Power (KW) |
Price Range (USD) |
| Heavy-Duty |
150 |
30 |
Stainless Steel |
15 |
$10,000 - $15,000 |
| Standard |
100 |
25 |
Carbon Steel |
10 |
$8,000 - $12,000 |
| Light-Duty |
50 |
20 |
Aluminum |
5 |
$5,000 - $7,000 |
| Custom |
200 |
35 |
Composite |
20 |
$15,000 - $25,000 |
The Impact of Bucket Elevators on Operational Efficiency and Cost Savings
Bucket elevators play a crucial role in enhancing operational efficiency across various industries. They transport bulk materials vertically with minimal spillage, ensuring streamlined production processes. With optimized design, bucket elevators improve the speed of material handling, reducing the time taken to move products. This efficiency not only accelerates operations but also leads to significant cost savings for businesses.
Cost savings arise from decreased labor requirements. Automated bucket elevators reduce manual labor, allowing workers to focus on more strategic tasks. Additionally, these elevators often have lower maintenance costs compared to traditional conveyor systems. However, businesses must evaluate their specific needs and the elevator's suitability. Investing in the wrong type could lead to inefficiencies. Choosing the right capacity and material is vital for maximizing return on investment.
In conclusion, while bucket elevators offer numerous benefits, businesses must approach their selection with caution. Implementing the wrong system can hinder productivity rather than enhance it. Regular reviews of performance metrics can help identify areas for improvement, ensuring that investments lead to desired operational outcomes.