Leave Your Message
A Bucket Elevator is a crucial conveyor system used in various industries. It efficiently carries bulk materials from one level to another. Understanding its mechanics can optimize productivity and safety in your operations.
Bucket Elevators consist of buckets attached to a belt or chain. They move materials vertically or at an incline. The design allows for handling grains, ores, and powders with ease. However, improper installation or maintenance can lead to failures, creating operational disruptions.
Incorporating a Bucket Elevator can enhance your material handling process. Knowledge of their working mechanism improves efficiency. An expert installation ensures reliability and longevity. Reflecting on their operational challenges can lead to better solutions in material transport.

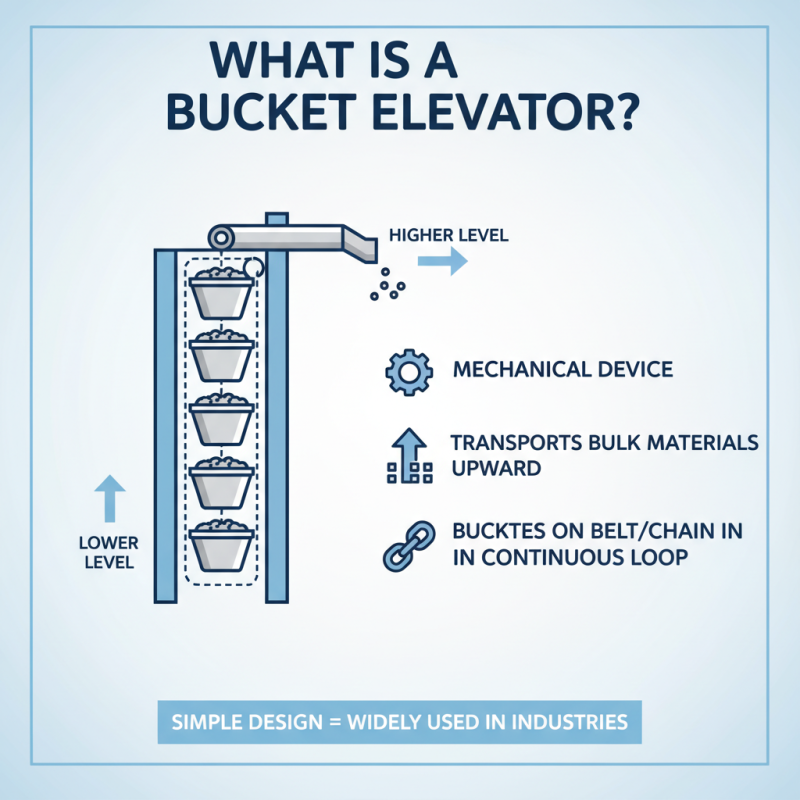
A bucket elevator is a mechanical device used for transporting bulk materials. It consists of a series of buckets attached to a belt or chain. These buckets move in a continuous loop, carrying material from a lower level to a higher one. The simplicity of its design makes it a popular choice across various industries.
In operation, the buckets fill at the base of the elevator. As the belt or chain moves upward, the material is held securely in each bucket. At the top, the buckets tilt, allowing the material to discharge. This process is efficient for handling grains, powders, and even some granular materials. Despite its efficiency, maintenance is essential. Wear and tear can lead to abrupt breakdowns, affecting productivity.
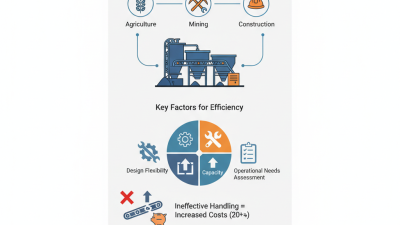
Bucket elevators can be custom-built for specific tasks. The choice of materials for buckets and chains is crucial. Depending on the application, some may find that the performance does not meet expectations. This highlights the importance of careful calculation and planning prior to installation. Each site has unique needs, which requires a tailored approach.