Top Extruder Screw Types and Their Applications in Plastic Processing?
The efficiency of plastic processing heavily relies on the design of the extruder screw. The right extruder screw can optimize material mixing, increase output, and ensure consistent product quality. Industry reports reveal that up to 75% of production efficiency correlates with screw design and geometry.
There are various types of extruder screws, each tailored for specific applications. For instance, single-screw extruders dominate the market, accounting for more than 60% of all extruder usage. However, the challenges remain. Not all materials process well with the same screw design. Improper selection may lead to material degradation.
The choice of screw type is crucial. Twin-screw extruders allow for better mixing and are often used in compounding applications. In contrast, some companies struggle with screw wear, increasing maintenance costs. Understanding these nuances is essential for optimizing production and achieving desired outcomes in plastic processing.

Overview of Extruder Screws in Plastic Processing
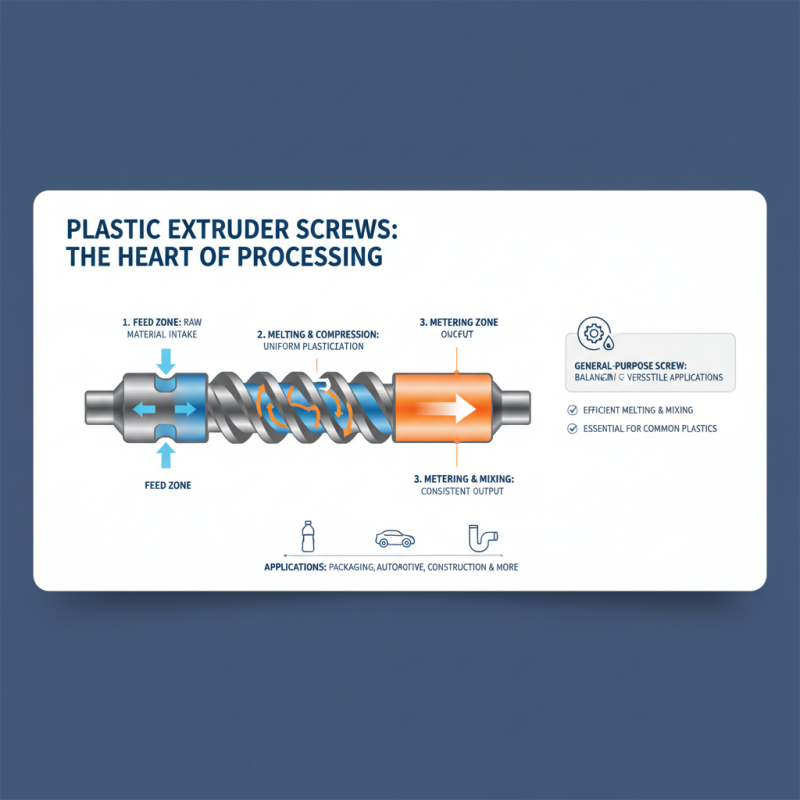
Extruder screws play a crucial role in plastic processing. They are essential for melting, mixing, and conveying materials. The configuration of the screw affects the efficiency of the extrusion process directly. Research indicates that the right screw design can improve output by as much as 30%. Various types of screws have unique functions and applications, depending on the type of plastic being processed.
Multiple screw types cater to different requirements. For instance, barrier screws are effective in preventing backflow while enhancing mixing. They are widely used in applications like film extrusion and injection molding. According to a survey by Plastics Technology, around 40% of industry professionals favor barrier screws for their versatility and efficiency. Another popular type is the conical screw, often used for processing thermoplastic elastomers. However, issues such as wear and tear may arise, requiring regular maintenance.
Despite the advancements, challenges remain. Not every screw works optimally for every application. Often, trial and error is necessary to find the best match. Additionally, the energy consumption of different screw designs varies significantly. Some may be more efficient but also more costly. Balancing performance and cost is key in making the right choice. Effective collaboration among engineers and processors can mitigate these challenges to a great extent.
Top Extruder Screw Types and Their Applications in Plastic Processing
| Screw Type |
Description |
Applications |
| General Purpose Screw |
A basic screw design that provides even melting and mixing of materials. |
General plastic molding, film extrusion. |
| Barrier Screw |
Includes a barrier section that enhances melting and prevents backflow of unmelted feed. |
Engineering plastics, high shear applications. |
| Twin Screw |
Consists of two intermeshing screws that provide excellent mixing and compounding. |
Compounding, powder coating, polymer blending. |
| Co-rotating Screw |
Screws that rotate in the same direction, promoting efficient mixing and pumping. |
Color masterbatch, thermoplastic elastomers. |
| Counter-rotating Screw |
Screws that rotate in opposite directions, enabling different material flow behaviors. |
Specialty compounds, PVC processing. |
Applications of Different Extruder Screw Types in Plastics
Extruder screws play a vital role in plastic processing. Different types of screws serve specific applications. For instance, the single screw type is widely used due to its simplicity. It is effective for thermoplastics and provides a consistent melt. According to industry data, single screws account for roughly 70% of all extruders in operation. They are ideal for applications requiring moderate shear.
On the other hand, barrier screws offer improved mixing and dispersion. These are often used for processing materials requiring better thermal and mechanical properties. Reports show that barrier screws can increase output rates by up to 30% compared to single screws. However, they might not be suitable for all materials. Specialty applications often call for a more complex design.
In contrast, co-rotating twin screws are essential for compounding and mixing. This design enhances the heat transfer and allows for precise control. The versatility of twin screws is evident, as they are used in producing both rigid and flexible plastics. That being said, their complexity could lead to higher costs and maintenance challenges. Mistakes in selecting the right screw type can cause significant production delays. This emphasizes the need for carefully evaluating project requirements.
Factors Influencing the Selection of Extruder Screw Designs
When selecting extruder screw designs, several key factors play a pivotal role. One primary consideration is the material being processed. Different polymers require specific screw configurations to achieve optimal flow and mixing. According to industry reports, a well-designed screw can improve efficiency by up to 30%. For example, the use of barrier-type screws is particularly effective for materials that are sensitive to heat. They help reduce temperature fluctuations during the process.
Another important factor is the desired end product characteristics. Applications like film extrusion or pipe production necessitate distinct screw geometries. Screw length, compression ratio, and channel depth alter the material’s behavior significantly. A recent study indicated that screws tailored for high-viscosity resins can lead to considerable enhancements in output rates. However, finding the right balance is challenging. Overly aggressive designs can lead to degradation of sensitive materials, which may affect product quality.
The processing conditions also affect screw selection. Variables like temperature, pressure, and feed rate impact the flow dynamics. These factors can make or break the extrusion process. Understanding these nuances requires both experience and experimentation. Inadequate screw design can lead to increased wear and tear on the machine. It’s essential to continuously reevaluate screw performance and make adjustments as needed. The complexity of these factors emphasizes the need for ongoing discussion and research in the field.
Maintenance and Performance Optimization for Extruder Screws
Maintaining extruder screws is crucial for optimal performance. Regular inspection can prevent costly downtime. Look for signs of wear and tear. Monitor for unusual sounds or vibrations during operation. These can indicate issues that need addressing.
Tips: Keep a log of maintenance activities. This helps track patterns and potential problems.
Lubrication is another important aspect. Use the correct lubricant to reduce friction and wear. Over-lubricating can lead to build-up, which may hinder performance. Ensure that lubrication points are accessible for ease of maintenance.
Tips: Schedule lubrication checks every few weeks.
Finally, consider the alignment of the screws. Misalignment can lead to uneven wear. Inspect the screw elements visually if possible. Misalignment can affect the final product quality too. Regularly check settings to ensure everything is properly positioned.
Tips: Schedule alignment checks after major maintenance or repairs.
Top Extruder Screw Types and Their Applications in Plastic Processing
This chart illustrates the performance and application areas of various extruder screw types used in plastic processing. The data represent the efficiency and suitability of each screw type for different plastic materials.